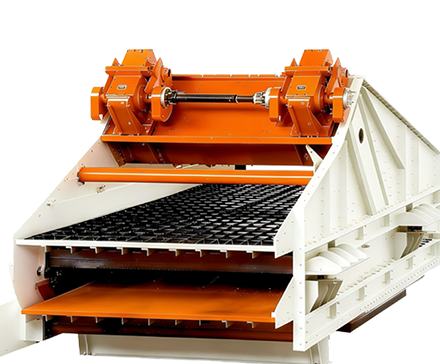
Classification and Screening Function:
Quarry screening equipment is designed with multi-specification apertures, which accurately classify mined raw rocks (such as granite, limestone, basalt, etc.) into multiple grades based on particle size: large-sized aggregates (≥31.5mm), medium-sized aggregates (10-31.5mm), small-sized aggregates (5-10mm), and stone chips (≤5mm). This perfectly matches the process requirements of subsequent processing (such as secondary crushing, shaping, sand making, road construction material processing, etc.) and meets the differentiated needs of different customers for stone specifications (such as building foundation filling, road paving, concrete aggregates, etc.).